La
nouvelle BMW i3 électrique repose sur une
architecture automobile à ce jour inédite.
Elle nécessite la mise en œuvre
de matériaux de construction légère, mais aussi,
des méthodes de production innovantes.
Le réseau de production de la
BMW i3 regroupe
plusieurs sites. La production de la i3 concerne l'usine
dédiée à la fabrication des fibres de carbone à Moses Lake dans l'État américain de Washington ainsi que celle de
Wackersdorf où les fibres sont transformées en mats textiles.
Les deux sites sont gérés par
SGL Automotive Carbon Fibers (ACF), une co-entreprise entre BMW Group et SGL Group.
S'y ajoutent
trois usines BMW de Dingolfing, de Landshut et de Leipzig.
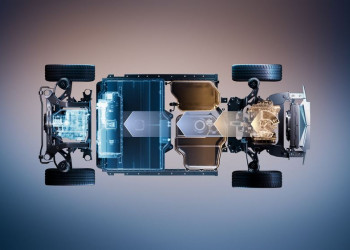
L'architecture innovante de la BMW i3 se compose de
deux éléments. Le module
Drive actif en aluminium qui intègre le système d'entraînement, les liaisons au sol, l'accumulateur d'énergie et les fonctions structurelles et celles actives en cas de collision, ainsi que le module
Life en matière plastique renforcée par fibres de carbone qui forme l'
espace habitable.
Grâce au concept LifeDrive et à la mise en œuvre de PRFC, le
temps de fabrication de la i3 est réduit de moitié par rapport à la construction d'une automobile conventionnelle.
L'emploi de
matière plastique renforcée par fibres de carbone (PRFC en abrégé), à l'échelle introduite sur la BMW i3, est à ce jour unique dans l'industrie automobile.
La construction légère est d'une grande importance sur les
voitures à moteur électrique. Outre la capacité de la batterie, le poids du véhicule est un facteur essentiel qui limite l'autonomie du
véhicule électrique.
Plus une
voiture est légère et plus son autonomie sera grande.
Pour compenser le surpoids des composants électriques, la BMW i3 mise donc systématiquement sur la construction légère et sur une utilisation innovante des matériaux choisis.
Le module Life de la BMW i3 est réalisé essentiellement en matière plastique renforcée par fibres de carbone (PRFC). Ce matériau innovant est produit dans la co-entreprise avec SGL Automotive Carbon Fibers (SGL ACF).
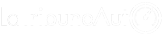
C'est à partir d'une
fibre textile thermoplastique de polyacrylonitrile que la société SGL ACF fabrique les
fibres de carbone à Moses Lake aux États-Unis. Tout d'abord, tous les éléments de la fibre textile sont soumis à un procédé complexe sous gaz comprenant plusieurs étapes pour être dissociés jusqu'à obtenir une fibre de structure graphitique stable constituée de carbone quasiment pur. Son diamètre n'est que de 7 micromètres (0,007 millimètre). Pour l'utilisation dans la construction automobile, quelque 50 000 filaments individuels sont ensuite regroupés en stratifils, également appelés « rovings » ou « heavy tows », qui sont à leur tour embobinés pour le traitement ultérieur.
La production des fibres de carbone à Moses Lake a démarré fin 2011.
Deux lignes de production d'une capacité totale de 3 000 tonnes par an assurent l'approvisionnement de BMW.
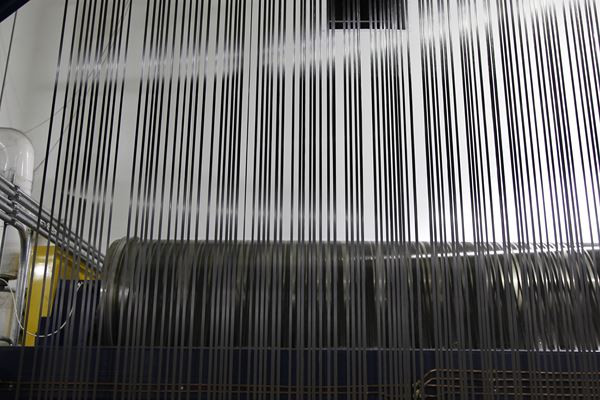
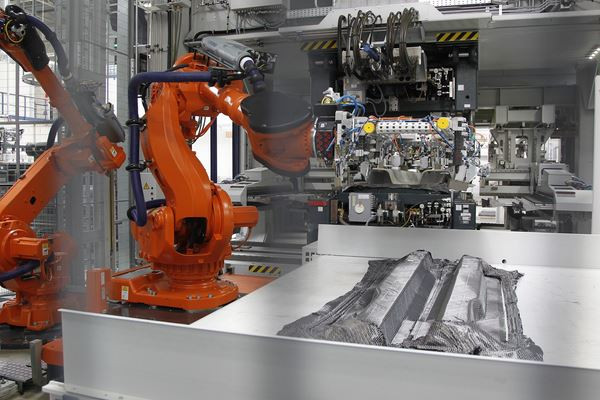
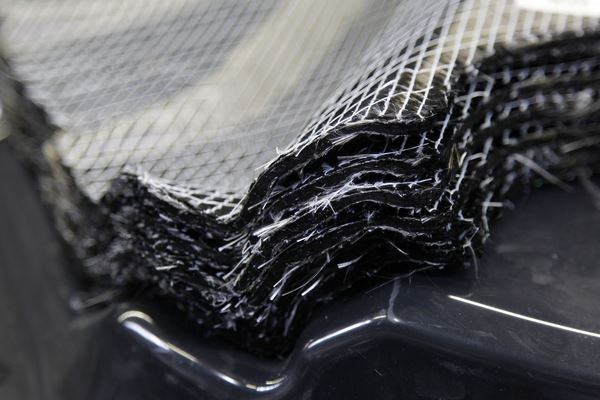
Sur le deuxième site de la co-entreprise, le Parc d'innovation de Wackersdorf, les stratifils produits à Moses Lake sont transformés en des
mats textiles légers.
Les mats, dans lesquels les fibres sont orientées dans différents sens, sont disposés en plusieurs couches également orientées dans différents sens pour former des mats stratifiés ou stacks (empilements) qui sont ensuite découpés.
Ceux-ci forment le matériau de base pour la réalisation des pièces et autres composants en PRFC dans les usines BMW de Landshut et de Leipzig.
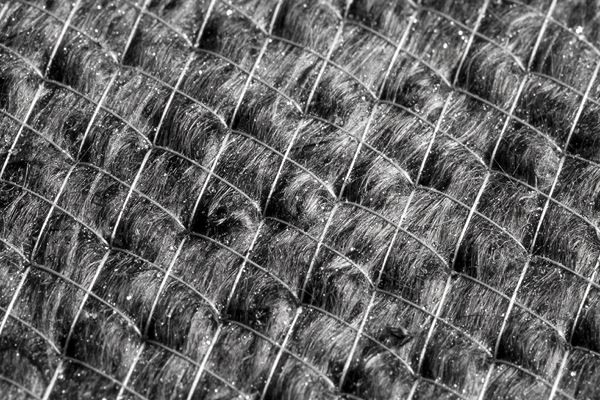
Les mats stratifiés fournis par Wackersdorf sont
transformés en pièces de carrosserie pour la BMW i3 dans les centres d'innovation et de production de Landshut et de Leipzig.
Les deux usines BMW font chacune fonctionner trois lignes de fabrication de composants de carrosserie en PRFC.
D'abord, un
outil chauffant confère sa forme tridimensionnelle stable à l'empilement découpé. Ensuite, plusieurs de ces préformés bruts peuvent être assemblés pour former un
composant plus grand. Cela permet de réaliser aussi
des pièces de carrosserie de grandes dimensions. Après la confection et le préformage, l'opération suivante du processus consiste à mouler les préformés par injection de résine sous haute pression selon la technologie RTM (Resin Transfer Moulding ou moulage par injection). Cette technologie consiste à injecter de la résine liquide sous haute pression dans les préformés bruts placés dans des moules. Le matériau doit sa rigidité et ses excellentes propriétés à la liaison se formant entre les fibres et la résine et au durcissement consécutif.
Les presses respectent des paramètres de température, de pression et de temps définis par les experts BMW, jusqu'à ce que la résine forme une liaison intime avec le durcisseur et qu'elle soit entièrement durcie.
Grâce à ce procédé de fabrication automatisé du PRFC, il est possible de renoncer à la longue étape de durcissement dans un four. Ce procédé de fabrication du PRFC permet la production de composants en composite PRFC de grandes dimensions pour l'industrie automobile. Des ensembles complexes intégrant nombre d'éléments structurels, tels qu'un côté de caisse complet pour le module Life de la BMW i3, sont réalisés avec un degré d'automatisation élevé.
Les travaux de finition, comme la découpe propre des contours de la pièce et la réalisation de trous manquants, sont d'autres étapes du procédé. À cet effet, les pièces sont usinées avec une
installation spéciale de découpe au jet d'eau, puis les surfaces à coller sont sablées pour la suite des opérations.
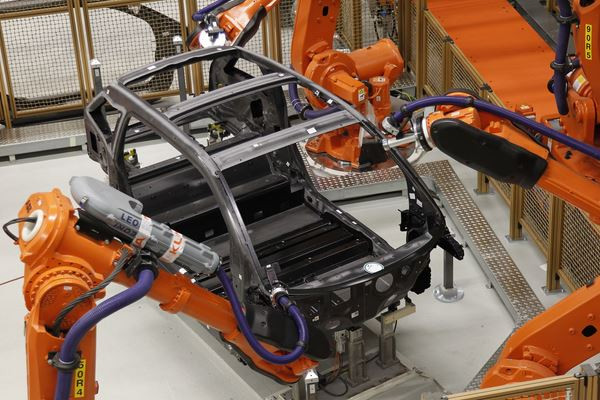
Les composants en composite PRFC sont assemblés à Leipzig dans le hall de construction des caisses. C'est ici que la structure de base du module Life prend naissance. Vu l'intégration géométrique élevée, la structure en PRFC du module Life de la BMW i3 ne compte qu'
un tiers environ des pièces de carrosserie qu'on trouve dans une conception conventionnelle en tôle d'acier. La structure de base complète en PRFC du module se compose d'environ
150 éléments.
Toutes les pièces sont assemblées selon les méthodes
de collage les plus modernes, automatisées à 100 pour cent. Lors du processus d'assemblage spécifique à BMW, les différents composants sont assemblés sans contact, avec un joint de collage afin de garantir une tenue optimale après le collage.
Il en résulte pour chaque BMW i3
un cordon de colle de 160 mètres de long.
Afin de minimiser le temps de durcissement des assemblages collés pour la production de la BMW i3 en grande série, la
colle perfectionnée ne peut être traitée que lors des 90 secondes suivant son application, avant qu'elle ne prenne.
Au bout d'une heure et demie, elle aura durci et aura atteint sa résistance maximale.
La BMW i3, à l'exception de son toit en PRFC recyclé, est la toute première BMW à présenter une peau réalisée entièrement en matière synthétique. Les pièces en matière synthétique pèsent moitié moins lourd que la tôle d'acier. En outre, le matériau est insensible aux petits accrochages.
La peau de la BMW i3 est réalisée entièrement à l'usine BMW de Leipzig. Les
pièces en thermoplastique sont réalisées selon trois procédés de moulage par injection différant en fonction du composant concerné : soit le procédé standard utilisé pour la production des boucliers avant et arrière actuels des modèles BMW classiques, soit le moulage par injection TWIN dans lequel la peau et la structure sous-jacente sont produites en parallèle, puis collées dans un deuxième temps ou encore le « moulage par injection-assemblage » dans lequel la peau et la structure sous-jacente sont produites simultanément dans un outil double et assemblées dans une opération automatique au cours du même procédé.
Lors de la peinture qui termine le procédé, les pièces de la peau se voient conférer leur éclat et leur résistance aux influences environnantes, telles que la projection de pierres ou l'ensoleillement.
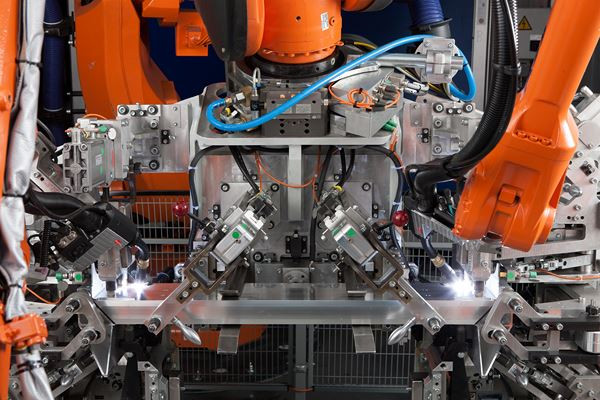
Le porte-structure du module Drive de la BMW i3 réalisé à l'usine BMW de Dingolfing se compose
de supports d'aluminium et de pièces en aluminium coulé revêtus par cataphorèse.
La conception de ce cadre offre
un logement pour la batterie et permet une répartition optimale des masses avec un centre de gravité ultrabas de la voiture.
La structure Drive de la BMW i3 est une construction soudée complexe composée de quelque
160 pièces. Lorsque toutes les pièces sont soudées,
les cordons de soudure atteignent une longueur totale de 19 mètres.
Les pièces coulées sous pression de la structure Drive sont fournies par la fonderie d'alliages légers de l'usine BMW de Landshut.
L'
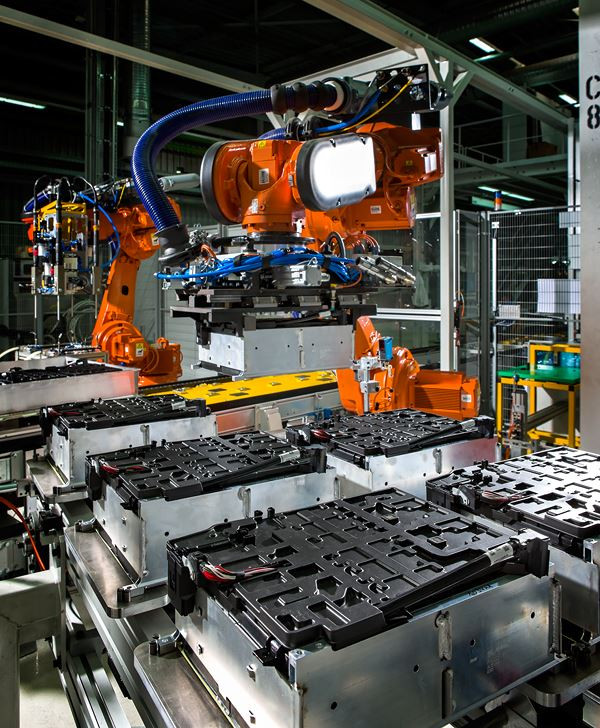
accumulateur haute tension est un autre élément central équipant la nouvelle BMW i3 qui est issu de Dingolfing. Le début du processus de production est précédé par un essai d'entrée de chaîne consistant à vérifier les
performances des cellules lithium-ion sous-traitées. Puis, les cellules de la batterie sont soumises à un nettoyage au plasma. Ensuite, les cellules sont regroupées en modules, collées et soudées dans un procédé entièrement automatique. Cette étape est assurée par plus de
20 robots.
Le paquetage et la composition spécifiques de l'accumulateur sont le fruit d'un savoir-faire complexe des experts BMW.
400 opérations de montage sont nécessaires pour la fabrication de l'accumulateur. Son boîtier protège les cellules lithium-ion et contribue à la rigidité de la voiture.
Une fois les cellules paquetées en modules, c'est le montage qui commence. Les uns après les autres, les modules sont places dans un bac en aluminium, puis montés en série manuellement par connexion d'un faisceau de câbles de communication. Pour finir, le couvercle et le fond de l'accumulateur sont montés et les accumulateurs finis sont soumis à un essai de sortie de chaîne dans lequel leur capacité est vérifiée.
L'accumulateur est conçu de telle sorte que les modules peuvent être facilement échangés pour être réparés.
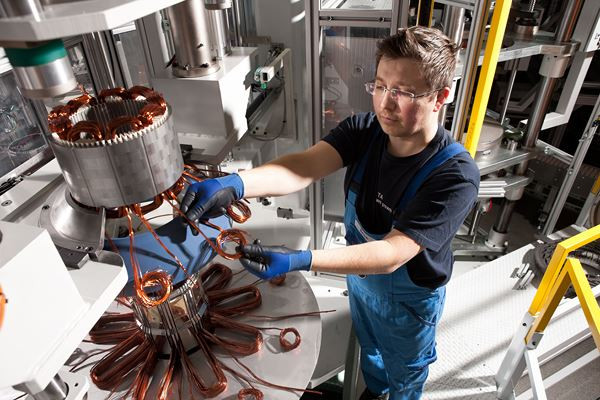
La machine électrique de 125 kW ainsi que son électronique ont été développées par BMW. Le moteur électrique animant la BMW i3 est construit à l'usine BMW de Landshut.
Il comprend un carter intérieur, le stator et le rotor. Le stator est le noyau intérieur du moteur et formé par des fils de cuivre embobinés d'une longueur d'environ 2 kilomètres. Grâce au bobinage spécifique des fils de cuivre, le moteur de la BMW i3 a la particularité d'être petit et compact, ce qui réduit son poids et son encombrement.
Le rotor est enduit d'une mince couche de résine avant d'être inséré dans le carter intérieur.
Suit alors l'assemblage du stator, du rotor et du carter intérieur porté à une température de 150 degrés pour cette opération.
L'usine BMW de Landshut produit aussi les tableaux de bord pour la BMW i3.
La première étape consiste à
chauffer des pellicules, puis à leur conférer une forme tridimensionnelle. Pour appliquer de la mousse sur leur face arrière, une peau factice en silicone est utilisée, puis retirée du tableau de bord dès que la mousse a été appliquée. Elle est ensuite remplacée par la surface décorative, soit la surface apparente en similicuir ou en cuir habillant le tableau de bord.
Contrairement aux voitures à carrosserie autoporteuse,
l'architecture LifeDrive consiste toujours en deux unités fonctionnelles séparées horizontalement et indépendantes l'une de l'autre.
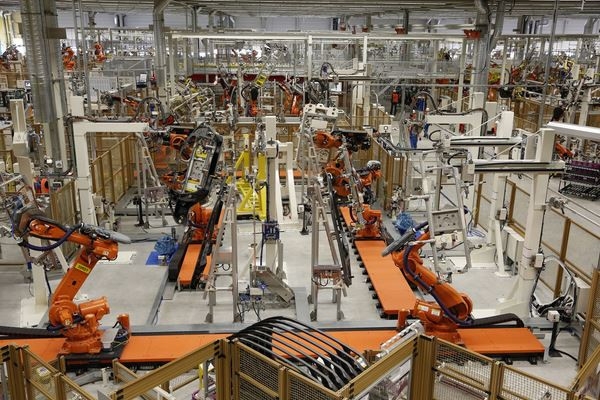
C'est pourquoi, le hall de montage de l'usine de Leipzig fait appel à un système à
deux chaînes, le module Life étant assemblé sur une chaîne et le module Drive sur l'autre.
Lors de l'assemblage du module Drive,
la batterie est implantée dans le châssis en aluminium et l'ensemble motopropulseur est mis en place. D'abord, l'accumulateur haute tension de 230 kilogrammes est intégré dans le soubassement et vissé sur la structure Drive. L'implantation de l'accumulateur haute tension dans le plancher du châssis en aluminium assure une répartition optimale des masses.
L'ensemble motopropulseur fourni par l'usine de Landshut est également
vissé sur la structure du module.
Un prolongateur d'autonomie (moteur bicylindre essence), qui porte l'autonomie de la voiture à 300 kilomètres, peut être monté en option à cette étape.
L'habitacle en PRFC est acheminé du hall de construction des caisses au hall de montage.
Sur la « chaîne Life », il est équipé selon les souhaits du futur possesseur de la i3. Suit alors le coiffage, soit le mariage avec le module Drive en aluminium. Lors de cette étape du montage final, l'habitacle en PRFC et le châssis en aluminium sont collés l'un avec l'autre et vissés en quatre points.
Deux robots appliquent la colle sur le module Drive. Ensuite, le module est amené à la station d'assemblage, où il est soulevé et centré. Puis, un robot de préhension pose le module Life sur le module Drive. Le processus d'assemblage est déclenché par le poids propre de la caisse.
Ce n'est qu'alors que la BMW i3 est habillée de sa robe finale. Cette
peau peinte composée de plusieurs éléments est constituée essentiellement de matières thermoplastiques moulées par injection.
Le temps de passage dans le hall de construction des caisses et dans le hall de montage final est de
20 heures, soit seulement la moitié du temps requis dans une production conventionnelle.
Cette réduction par deux du temps est permise parce que différentes opérations s'effectuent en parallèle et que la structure en PRFC présente moins de composants.
Ensuite, la BMW i3 passe par la
zone de finition, qu'elle partage avec les autres BMW construites à Leipzig, pour être soumise à de nombreux
contrôles de qualité.

































































 Newsletter
Newsletter