La
supercar Honda NSX est produite en série par le
Performance Manufacturing Center aux États-Unis.
Implanté à Marysville dans l'Ohio, le centre de production
ultramoderne Honda PMC est entièrement nouveau.
Construit tout spécialement en prévision de la production de la dernière née des supercars Honda, il intègre plusieurs innovations en matière de
production de faible volume, tout en renouvelant les méthodes de fabrication, de peinture, d'assemblage et de contrôle qualité des
véhicules Honda.
Le PMC Honda emploie environ 100 collaborateurs, qui assistent ou sont directement impliqués dans la production, la peinture, l'assemblage et le contrôle qualité de la NSX.
Les techniciens qualifiés travaillent de concert avec u
ne robotique de pointe.
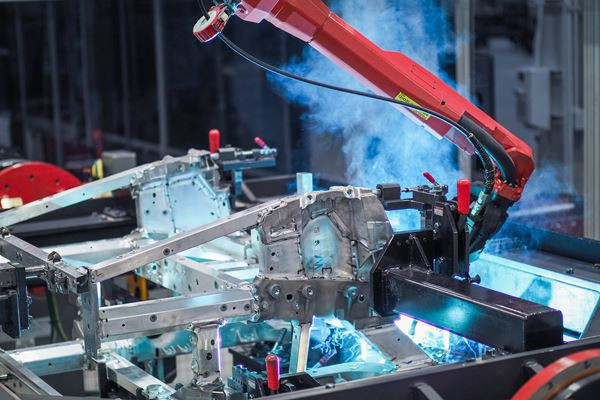
La NSX est entièrement construite dans les locaux du PMC, notamment pour la
carrosserie composite et la
structure du châssis, majoritairement composée d'
aluminium.
Le
bloc V6 de la NSX est produit par l'usine de moteurs Honda à Anna (Ohio, États-Unis).
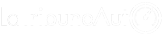
La
structure en treillis, principalement composée d'aluminium, est entièrement assemblée par
soudage MIG robotisé. Huit robots réalisent
860 soudures précises et reproductibles sur la structure, ce qui assure un processus de montage d'une précision extrême. La précision est encore améliorée par des supports rotatifs de type « rôtissoire » qui permettent de basculer la structure sur 360° pendant le processus pour offrir un accès optimal aux bras de soudage robotisés.
Le treillis subit un traitement de gravure avant l'application d'un
apprêt résistant à la corrosion à base de zirconium. L'utilisation de ce matériau joue un rôle primordial dans la recherche d'un très haut niveau de qualité.
L'utilisation de
supports rotatifs, qui permettent de charger, de lever et de faire pivoter le châssis treillis sur 360°au cours du processus de masticage, autorise une application plus précise du mastic. Ces supports sont également employés pour fixer le treillis d'un seul côté pour un chargement et un déchargement plus efficaces.
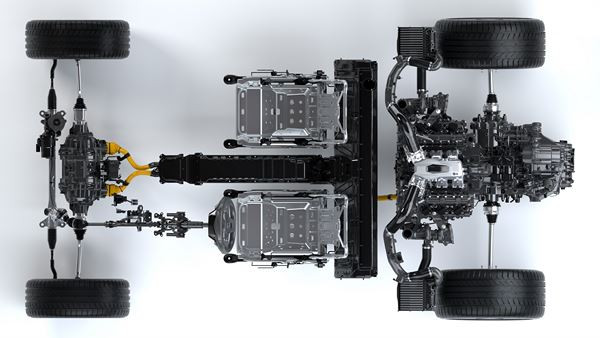
Une technologie de
moulage par ablation a été utilisée pour la création de six « nœuds » sur la structure du treillis. Ces nœuds sont exploités en tant que suspensions rigides, de points de fixation du groupe motopropulseur ainsi que d'éléments-clés de la structure déformable.
Ces nœuds moulés par ablation sont produits par l'usine de moteurs Honda à Anna.
Des techniciens qualifiés effectuent un
examen visuel et mesurent avec précision chaque pièce à chaque étape du processus de soudage. Cette pratique valide la qualité, l'exactitude et la précision dimensionnelle du cadre en treillis. Cette
précision dimensionnelle est essentielle aux
performances dynamiques de la supercar et à la précision du montage du groupe motopropulseur, des suspensions, des panneaux de carrosserie et des autres composants.
Le PMC Honda dispose,
au centre de l'usine, d'un poste de contrôle-qualité entièrement vitré. Cet aménagement permet aux différents techniciens impliqués de suivre toutes les étapes de la progression d'un véhicule au long de la chaîne de production.
Pendant tout le montage, le savoir-faire manuel complète les processus de fabrication robotisés. Les techniciens qualifiés, passent
plus de 14 heures à assembler le groupe motopropulseur, les suspensions, l'électronique, les composants intérieurs et les panneaux de carrosserie de la supercar.
Des documents illustrés aident les techniciens qualifiés à s'assurer que chaque processus est exécuté conformément au cahier des charges.
Le
vissage de chaque boulon est débuté à la main par un technicien qualifié avant d'être serré au couple exact à l'aide de clés dynamométriques connectées. Cette technologie permet d'enregistrer le couple de serrage de chaque boulon et pour chaque
voiture.
Contrairement aux
voitures monocoques conventionnelles dans lesquelles les panneaux extérieurs sont fixés par soudage, la Honda NSX est dotée d'une structure treillis qui nécessite que les panneaux extérieurs de la carrosserie soient les dernières pièces fixées pour garantir un ajustement de qualité supérieure.
Parallèlement à une préparation du support et à des processus de polissage optimisés, chaque NSX reçoit jusqu'à
11 couches d'apprêts et de peinture.
La NSX subit un
processus rigoureux de contrôle de ses performances dynamiques avant livraison.
Cette procédure comprend notamment une minutieuse opération d'alignement des roues d'une durée de 45 minutes, un contrôle du poids et de la hauteur de caisse au niveau de chaque roue, des mesures de performances précises pour chacun des 4 freins ainsi que le contrôle des performances sur des critiques.
Le
moteur V6 bi-turbo à carter sec est entièrement
assemblé à la main par des techniciens experts, en employant des techniques et des processus étalonnés à l'aide des programmes d'ingénierie développés par Honda en compétition.
Plus de
six heures sont nécessaires pour assembler chaque moteur. Chacun des 547 boulons est serré à la main dans le respect de couple de serrage précis.
Une fois entièrement assemblé, chaque moteur est équilibré à la machine, passé au banc d'essai puis rodé sur l'équivalent de 240 km afin de s'assurer que chaque NSX soit prête pour le circuit au moment de sa livraison à son propriétaire.
Honda a déposé 12 demandes de brevets aux Etats-Unis sur le processus de fabrication de la NSX.
La Honda NSX est vendue au
prix de 180 000 euros en Allemagne.










































 Newsletter
Newsletter